
In the realm of food service, the effectiveness of packaging can significantly impact customer satisfaction and operational efficiency. Plastic food containers play a vital role in ensuring product safety, freshness, and convenience for consumers, making their manufacturing processes crucial for businesses like bubble tea shops, restaurants, and catering services. This article delves into three primary methods of manufacturing these containers: injection molding, thermoforming, and blow molding. Each chapter will break down these processes, highlighting their applications, advantages, and the essential role they play in maintaining food quality while offering insights into selecting the most suitable method for specific needs.
Shaping Reliability: The Injection Molding Engine Behind Modern Plastic Food Containers
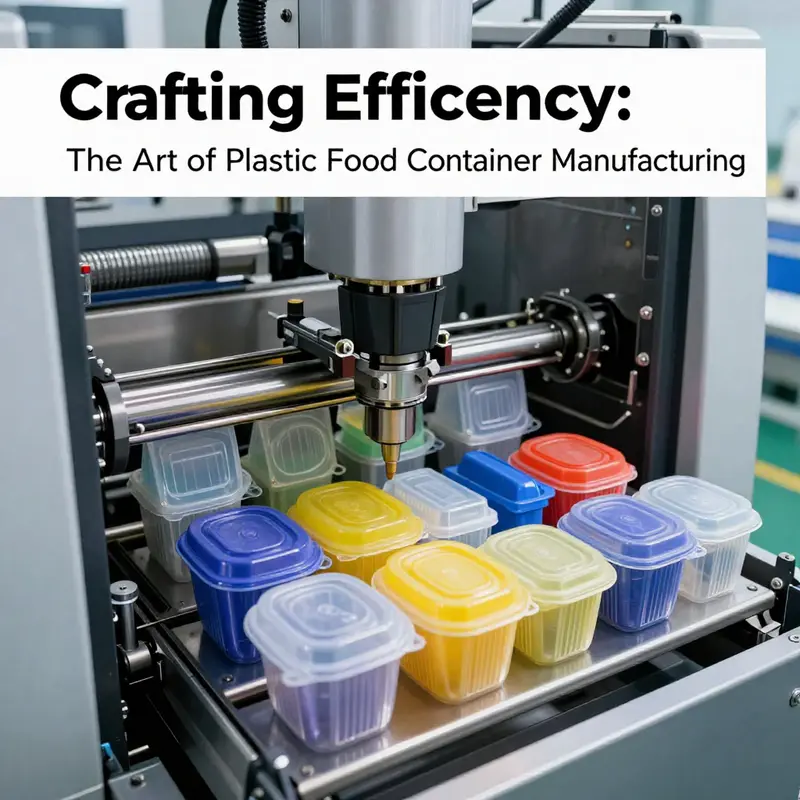
Injection molding sits at the heart of the plastic food container manufacturing process, a steady mechanical pulse that translates raw polymers into durable, hygienic vessels that keep food safe, fresh, and conveniently portable. In its essence, the method involves heating thermoplastic materials—most commonly polypropylene (PP), high-density polyethylene (HDPE), or polystyrene (PS)—until they become a molten, workable fluid. This molten plastic is then injected under high pressure into a precisely engineered mold cavity. The mold defines not only the exterior silhouette of the container but also the interior contour that determines wall thickness, rigidity, and heat resistance. As the material fills the cavity, it begins to cool and solidify, taking on the integral features of the mold. When the part has hardened, it is ejected from the mold, ready for trimming, finishing, and assembly with lids or closures. The entire cycle—from injection to ejection—occurs within seconds, a rhythm that supports mass production while preserving tight tolerances and consistent quality across thousands or millions of units. This efficiency is essential in the food industry, where uniformity is not merely an aesthetic concern but a guarantee of reliable performance during stacking, transport, and reuse in safe, hygienic conditions.
The materials chosen for injection molding in food packaging are guided by a balance of safety, performance, and process compatibility. PP is often favored for its chemical resistance, toughness, and resilience at relatively high temperatures, making it a common choice for containers that may be reused or exposed to microwaves. HDPE offers excellent impact resistance and a strong barrier against moisture, which can help preserve contents during transit and storage. PS, with its clarity and rigidity, is well suited for consumer-facing designs such as transparent windows on bakery boxes or premium cups where product visibility matters. Each material can be formulated for food contact with appropriate certifications, and many manufacturers increasingly incorporate recycled content without sacrificing performance. In injection molding, the polymorphic versatility of these plastics enables containers to be lightweight yet stiff, with walls thin enough to minimize material use and weight while maintaining the dimensional stability necessary for stacking and nesting. The choice of material also interplays with downstream compatibility: lids, closures, and other accessories must thread or snap into the container with predictable reliability, a capability that injection molding can deliver with exacting control over neck finishes, thread profiles, and wall geometry.
One of the most compelling advantages of this process is geometric freedom. The injection molding machine can reproduce complex geometries with high fidelity—an essential attribute for modern food containers that require features such as integrated pour spouts, venting channels, and snap-fit lids. Thin-walled designs are feasible because the process can sustain controlled flow and rapid cooling, enabling containers that are light yet sturdy. The precision of injection molding enables tight tolerances on critical interfaces, ensuring consistent sealing between containers and lids, which in turn supports hygiene standards and shelf life. It also means small components like caps and closures can be produced with exact internal diameters and threads, reducing the risk of leaks and cross-contamination. This precision is not merely an incidental benefit; it is a core reason why injection molding remains the dominant method for producing rigid, high-precision containers that must hold liquids, foods with varying viscosities, or items that require reliable stacking and reusability.
Process control in injection molding is a symphony of temperature, pressure, timing, and mechanical design. The cycle begins with heating the polymer to a fluid temperature that allows easy flow into the mold. The injection phase then uses high pressure to fill the mold rapidly, a step that must balance speed with packing—ensuring the mold cavity is fully filled and the material is pressed against all surfaces to minimize voids and shrinkage. Once the mold is filled, the material cools and solidifies. The cooling phase is critical because it directly influences dimensional stability and the presence of any warpage or residual stress, both of which can compromise function and aesthetics. The mold design itself shapes the path of flow and the rate of heat extraction. Intricate cooling channels in the mold, sometimes cooled by circulating water or oil, remove heat quickly to shorten cycle times while preserving part quality. The ejection stage uses a carefully timed system of ejector pins or plates to release the finished container without marring surfaces or introducing defects such as drag marks or superficial scratches.
A chronic challenge in injection molding is volumetric shrinkage. As the molten polymer cools, it contracts, and the final dimensions can diverge from the mold cavity. If not controlled, shrinkage can lead to part-to-part variability, poor sealing surfaces, or misaligned components like lids and spouts. Industry work, including Moldflow simulations and parameter optimization studies, has shown that adjusting melt temperature and mold temperature can meaningfully reduce shrinkage. In one notable application, optimization reduced volumetric shrinkage by about 0.956% in butter tubs, illustrating how precise modeling and Taguchi-style experimental designs can improve consistency and reduce waste. These insights are not mere academic curiosities; they translate directly into fewer rejects, tighter tolerances, and steadier throughput on the factory floor. The ability to anticipate and mitigate shrinkage through computational tools and design of experiments helps manufacturers push the envelope on complex geometries, while still maintaining the speed and reliability required for mass production.
Automation is another pillar of modern injection molding for food containers. Robots handle part extraction, post-mold trimming, quality inspection, and packaging, while servo-controlled clamps and ejection systems ensure gentle handling of delicate parts. Automating these steps reduces variability introduced by human operators, boosts overall yield, and supports consistent finish quality across runs. Automation also enables rapid color changes and the integration of in-mold labeling or decoration strategies, where branding elements are applied during molding or through subsequent secondary processes. The cleanroom-like discipline of modern facilities—where dust control, particle counts, and contamination prevention are actively managed—complements automation to ensure containers meet stringent hygiene standards. In many facilities, the combination of robust mold design, rigorous process control, and automated handling yields high-volume output with repeatable precision, a trifecta that underpins the economic viability of producing everyday food containers at scale.
Sustainability considerations increasingly shape the injection molding landscape. The industry has embraced the use of recycled content in feedstocks without compromising performance or safety. Recycled PP or HDPE can be consolidated into high-quality resins that still deliver the mechanical properties necessary for rigid containers, impact resistance, and heat tolerance. In some cases, manufacturers blend recyclable papers with polypropylene to produce composite structures that leverage the strengths of each material while maintaining recyclability at end of life. The ability to process such materials through standard injection molding equipment reflects the process’s adaptability to eco-friendly design strategies. Beyond material choices, the process itself can contribute to sustainability through efficiency gains. Shorter cycles, precise dosing of colorants and additives, and minimized scrap all reduce energy consumption and waste. The result is a tighter, greener supply chain where cost, performance, and environmental responsibility converge on the same line near the mold.
Historically, there has always been a dialogue between design and manufacturability in injection molding. Designers push for features that improve user experience, such as ergonomic grips, snap-fit closures, or pour spouts that reduce spills. Engineers respond by crafting molds and gating systems that realize these features without sacrificing cycle time or increasing defect rates. The interplay between mold design and part geometry is where much of the art of injection molding resides. For example, achieving a reliable seal around a lid requires precise alignment surfaces and controlled neck finishes. The tolerances must accommodate assembly processes downstream, such as heat sealing, capping, or stacking for transport. Subtle decisions in wall thickness distribution, rib placement, and fillet radii can dramatically influence how a container behaves under load, how it stacks with its peers, and how it withstands the rigors of transportation. In practice, this means a continual feedback loop among design, simulation, mold making, and production that keeps the process dynamic and responsive to changing market demands.
The chapter’s insights into injection molding fit into a broader manufacturing narrative that also includes thermoforming and blow molding, each suited to different container families and performance requirements. Yet for rigid, high-precision containers—those that require durable lids, precise threads, and dependable sealing— injection molding remains the default choice. The method’s capacity to deliver complex geometries at scale, while supporting automation and sustainability goals, explains why it underpins the daily throughput of countless packaging lines. The ability to integrate features such as thin yet robust walls, integrated dispensing shapes, or snap-fit closures within a single molded part reduces assembly steps, enhances consumer convenience, and improves hygiene by reducing opportunities for contamination during assembly.
In the broader context of packaging design and supply chain logistics, injection molding also intersects with downstream processes like thermoforming and blow molding. A container might begin life as a molded component and then be combined with a separate lid via snap-fit or threading, or in other cases, components can be produced in tandem with closely matched tolerances to enable seamless assembly. This integrated approach supports a modular packaging strategy where containers and closures are designed to be compatible across product lines, enabling brands to adapt quickly to new flavors, seasonal offerings, or regional packaging requirements without redesigning every component from scratch. The end result is a family of containers that share a common manufacturing language—one that producers can sustain through continuous improvement, supplier partnerships, and a shared commitment to safety, hygiene, and environmental stewardship.
To ground this discussion in a tangible sense of how the process informs packaging design, consider the way modern packaging teams approach product lines that extend into ready-to-serve formats, snack portions, and clamshell-like containers. The injection molding process makes it feasible to experiment with wall thickness optimization, details like integrated snap features that resist accidental opening, and the curvature of surfaces that improve grip while reducing material usage. It also supports a wide range of finishes, from smooth surfaces conducive to high-quality printing to textured patterns that aid in grip and stackability. Across these applications, the main performance metrics—dimensional stability, surface finish, sealing integrity, heat resistance, and barrier properties—are all directly linked to how well the injection molding parameters are tuned and how well the mold itself is engineered. This is why the technique is not simply a fabrication step but a coordinated system of material science, mechanical design, process engineering, and quality assurance, all aligned to deliver reliable packaging for a global food supply.
For readers who want to explore related packaging concepts beyond injection molding, one can observe how dual-station thermoforming machines push throughput for shallow, disposable trays and cups, reducing downtime by overlapping forming and cooling steps. The industry’s ongoing dialogue between different molding strategies reveals a practical truth: the best method for a given container is the one that balances design intent with manufacturing realities, aligning material choice, geometry, cycle time, and cost. In many facilities, this balance is achieved through a careful combination of process simulation, pilot runs, and data-driven adjustments that keep production aligned with evolving consumer needs and regulatory expectations. As markets demand greater customization without sacrificing efficiency, injection molding’s mature base—together with innovations in mold design, process analytics, and automation—positions it as a dependable engine for producing the everyday containers that are essential to modern life. The nest of decisions behind a simple yogurt tub or a reheatable takeaway box is a complex choreography of polymer science, machine capability, and supplier collaboration, all orchestrated to ensure that containers perform precisely as intended from the moment they are filled to the moment they reach the consumer.
One practical takeaway for engineers and managers is that injection molding’s strength lies not only in speed but in predictability. When a line is well-tuned, dozens of components—walls, ribs, threads, and lids—come together with remarkable consistency. This consistency reduces downtime, minimizes waste, and supports a dependable supply of packaging that meets both safety standards and consumer expectations. The continuity from design through production into the hands of end users rests on a robust understanding of material behavior, mold cooling, gating, and ejector strategies. It also rests on the willingness to adopt precision tooling, rigorous process validation, and ongoing optimization. In this sense, the injection molding engine is less a single machine than a holistic ecosystem that turns raw resin into reliable, recyclable, and recyclable-ready packaging that travels through the global food system with confidence. As the materials science of plastics advances and recycling streams become more sophisticated, the injection molding process will continue to adapt, ensuring that every container not only preserves its contents but also aligns with sustainable production practices and responsible end-of-life management.
Internal link reference for further context on packaging design trends can be found in a resource exploring diverse container concepts and windowed packaging formats: Pure Color Foldable Cake Boxes with Window Bakery Boxes Pastry Box for Cake Chocolates Cupcakes Gift Packaging Paper Boxes.
External resource for a broader technical overview of injection molding concepts: https://dictionary.cambridge.org/us/grammar/british-grammar/casting-extrusion-forging-sheet-metal-forming-and-injection-molding
Shaping Sustainability: Thermoforming in the Plastic Food Container Manufacturing Process

Thermoforming stands as a cornerstone method in the plastic food container manufacturing landscape, bridging material science with process engineering to produce everything from slim trays to shallow cups. It is a process that thrives on the theater of heat, pressure, and precision, turning flat sheets into three-dimensional forms with remarkable speed and relatively low material waste. In the broader context of plastic packaging, thermoforming complements other molding methods by offering a balance between design flexibility, cycle time, and cost, particularly for shallow, lightweight containers used in everyday food service and consumer packaging. The core idea is simple in its essence: heat a thermoplastic sheet until it yields, form it over or into a mold, and then let it cool into a rigid part that carries the brand, protects its contents, and preserves freshness. Yet the elegance of thermoforming lies not just in the act of forming, but in the careful orchestration of material choice, mold design, heating profiles, and downstream handling that together determine product performance, sustainability, and profitability. When you scan the range of container shapes—from a basic PET tray for ready meals to a delicate pastry dome with a clear window—the thermoforming line is often the quiet engine behind mass production. In many factories, it is the method that best aligns with the demand curve: high throughput for standard geometries, rapid iteration for prototyping, and the flexibility to switch between formats with a relatively modest tooling effort. As with any manufacturing approach, the choice to thermoform rests on a balance of form, function, and cost, but its adaptability to an array of materials and its compatibility with modern automation make it a particularly compelling option for the contemporary plastic food container ecosystem. The process begins with the sheet itself, the flat face of potential forms that holds the promise of shape. Thermoforming relies on sheets of thermoplastics such as PET, PP, or even PLA in eco-conscious contexts. PET offers clarity and barrier properties that suit fresh products or refrigerated items, while PP provides a robust balance of rigidity and heat resistance for takeout containers and trays that see microwaves or hot hold. PLA introduces another dimension to the discussion, as a biodegradable option derived from renewable resources. Its appeal is environmental, yet it also demands careful process control because PLA can be more heat sensitive than its fossil-based cousins. PLA sheets must be heated to a precise window to achieve formability without degrading the material. In practice, temperatures typically range from about 80°C to 110°C, with an optimal target around 90°C. This narrow band emphasizes a key virtue of thermoforming: the acceptance of some process variability is tempered by intelligent control. If the sheet is overheated, warping and loss of surface finish can occur; if it remains undersheated, full material draw may be incomplete, leading to under-filled corners or weak walls. Handling PLA adds another constraint because its heat distortion temperature is lower than that of PET or PP; operators must guard against prolonged exposure to heat during post-form handling and trimming. The choice of sheet material thus acts as a compass for the entire forming sequence, guiding the heating method, clamping force, mold design, and even post-processing steps like trimming and stacking. The heating stage, whether accomplished by infrared radiation, hot air, or a combination of both, needs to deliver uniform warmth across the sheet so that every point can flow into the mold contours. Uniformity is crucial; any temperature gradient can create gradients in wall thickness, surface finish, and even optical clarity, particularly in transparent applications. Once the sheet reaches a pliable state, it is drawn over or into a mold using vacuum pressure, and in some configurations, positive air pressure or mechanical plugs assist in deeper draws. The mold itself is more than a simple cavity. Aluminum molds are common in industry due to their excellent thermal conductivity, which accelerates cooling and stabilizes cycle times. For higher-volume runs, the durability and thermal performance of aluminum help maintain dimensional accuracy and surface finish across thousands or millions of parts. The mold’s geometry dictates the geometry of the container, including radii, walls, and flanges, and it must be designed to avoid thinning in critical areas while encouraging even wall thickness. This is where the interaction between material behavior and mechanical design becomes a subtle art. For deep draws or complex geometries, the combination of vacuum strength, plug-assisted forming, and controlled pressure can mitigate thinning concentrations and ensure that corners stay sharp without sacrificing strength. The end result—a formed, cooled, and trimmed component—depends as much on the mold’s fidelity as on the sheet’s formability, a relationship that engineers continuously optimize through trial, simulation, and iterative testing. In many production environments, a dual-station thermoforming machine is the backbone of efficiency. One station heats and forms while the other cools, trims, and ejects, enabling an overlapping cycle that significantly reduces downtime between parts. This architectural choice translates into higher throughput, lower energy per unit, and more consistent cycle times, which matter greatly when every second of production counts. Still, the economics of thermoforming are nuanced. The initial investment in molds and the machine’s plasma of temperature controls, suction systems, and servo-driven clamps can be substantial, especially for bespoke packaging formats. Yet for large-volume runs of shallow containers and trays, thermoforming can offer a favorable total cost of ownership. The scalability of the process owes much to the adaptability of sheet materials and the ease with which molds can be changed to accommodate different packaging geometries. A typical shift might see a factory switch from a standard PET tray to a PLA-based eco-tray as demand shifts toward sustainable packaging, or from a simple clamshell to a deeper lid variant to meet a new consumer need. The lesson here is not simply about making a single shape well, but about building a flexible platform that can respond to evolving brand requirements and regulatory landscapes without prohibitive capital expenditure. In this sense, thermoforming is a pragmatic ally in a packaging toolbox that must balance performance with sustainability. The reliability of the process also hinges on process simulation and control. Contemporary practice increasingly uses computer-aided modeling to optimize the temperature profile, the forming force, and the draw ratio. Designers can simulate how a plug design impacts thickness distribution in deep star-shaped cavities, or how a slight adjustment in heat ramp rate reduces the risk of dings and blemishes on the final finish. Such digital insights translate into fewer trial runs on the shop floor, faster time-to-market for new formats, and a more predictable yield. A related advantage lies in the capacity to use recycled or recycled-content sheets in thermoforming, further strengthening sustainability objectives within packaging programs. The ability to convert scrap trim into new sheet stock, and to process recycled PET or recycled PS with careful film thickness management, is a practical bridge between waste reduction and economic viability. The material choice, the mold strategy, and the downstream handling all influence recyclability and end-of-life considerations, which have become central to packaging design. In practice, material orientation and wall-thickness control are not merely manufacturing concerns; they underpin product performance under transport and consumer handling. Properly oriented sheets and carefully engineered wall thicknesses reduce the risk of punctures, impact damage, and thermal deformation during microwave or conventional heating. The interplay between design and material response also influences optical properties. Clear or translucent containers rely on the uniformity of thickness and the absence of resin-rich zones that could scatter light. A well-tuned thermoforming line thus supports not only structural integrity but also the visual appeal of packaging—clarity where needed and opacity where branding or product protection calls for it. The end-to-end value proposition of thermoforming is clear when one considers the full lifecycle: sheet material, heating profile, mold design, forming method, trimming, and downstream packaging. Each step is a decision point that shapes performance, cost, and sustainability. The method’s compatibility with automation, its capacity for rapid changeovers, and its alignment with contemporary material choices—PET, PP, and PLA in particular—position thermoforming as a versatile, resilient backbone of modern plastic food container production. It is a discipline that rewards precise process control and thoughtful design; a discipline that, when executed well, yields containers that are light yet strong, visually appealing, and aligned with environmental expectations. The broader manufacturing narrative—whether a compact tray for deli salads or a shallow clamshell for bakery goods—benefits from thermoforming’s unique blend of speed, flexibility, and efficiency. As the industry continues to evolve toward smarter manufacturing, tighter tolerances, and higher material performance, thermoforming remains a dynamic point of intersection where form meets function. For readers interested in a concrete example of how specific thermoforming configurations translate into real-world packaging formats, a related reference on foldable cake boxes with window demonstrates the breadth of consumer packaging that can be addressed through adaptable forming concepts. foldable cake boxes with window While the conversation about thermoforming often centers on process and materials, the ultimate measure remains the container’s ability to protect, present, and preserve the product it houses. In that sense, thermoforming does more than shape plastic; it shapes the consumer experience by enabling packaging that is practical, attractive, and responsibly designed. With the ongoing push toward sustainable packaging, the role of thermoforming in enabling the use of recycled materials and the possible integration of bio-based sheets will continue to expand. The technique’s inherent efficiency—low scrap, high repeatability, and compatibility with continuous automation—gives it a durable footprint in the modern manufacturing landscape. For engineers and managers aiming to optimize a thermoforming line, the path forward involves refining heating uniformity, improving mold materials and cooling strategies, and embracing simulation-driven design to anticipate defects before they appear on the line. It also means recognizing when a form may be better served by alternative methods, such as injection molding for rigid, highly detailed components or blow molding for large hollow shapes, ensuring that the selected process is the best fit for the function, cost, and sustainability requirements of the product. External reference: Thermoforming process overview on ScienceDirect provides a broader technical backdrop for these considerations and situates thermoforming within the larger spectrum of polymer processing. https://www.sciencedirect.com/topics/materials-science/thermoforming
Breathing Life into Packaging: The Transformative Power of Blow Molding in Plastic Food Containers
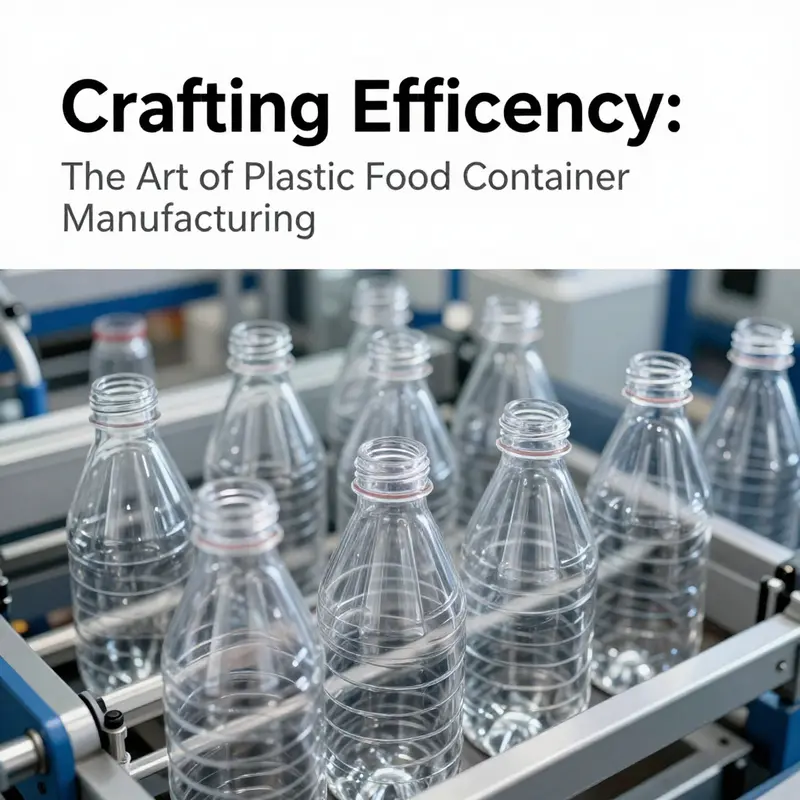
Blow molding stands as a pivotal act of transformation in plastic packaging. It takes a molten, pliable tube of material and, with the careful application of air inside a cooled mold, converts it into a hollow form that can cradle foods, liquids, or ingredients with reliability and efficiency. The process is deceptively simple in concept but extraordinarily versatile in practice. By inflating a heated parison or preform inside a shaped cavity, manufacturers sculpt containers that range from compact tubs to expansive, bulk-storage vessels. The magic lies in balancing form and function: achieving the right wall thickness for strength without excess material, ensuring a seamless exterior for clarity and aesthetics, and delivering precise neck finishes for compatible closures. In the broader landscape of plastic food container manufacturing, blow molding complements other methods such as injection molding and thermoforming by delivering hollow, continuous geometries that would be costly or impractical to produce with rigid molds alone. When executed well, blow molding yields packaging that is lightweight, strong, and hygienically sound, with a footprint that can be tuned to demand, logistics, and sustainability goals.
Two principal families dominate the field: extrusion blow molding and injection stretch blow molding. Each has its own lineage of materials, machine configurations, and design freedoms. Extrusion blow molding excels at large-volume production of straightforward, hollow shapes. It relies on a continuous parison—the extruded tube of molten polymer—that is captured between two mold halves. The mold closes, air inflates the parison to press it against the interior walls, and cooling solidifies the shape. This cycle can be rapid, with cost advantages rooted in simpler tooling and the ability to produce containers from a few milliliters up to several tens of liters. Injection stretch blow molding, by contrast, is a two-stage, highly controlled route favored for premium applications that demand optical clarity, precise dimensions, and tight barrier properties. A preform is first injection molded, then reheated and stretched both axially and radially before being blown into the final container. The result is a part with superior strength-to-weight ratios, improved surface finish, and enhanced resistance to moisture and gas permeation. These two branches reflect a broader design ethos in modern packaging: the ability to tailor geometry and material behavior to product needs, whether that means a transparent beverage bottle or a rugged tub for bulk ingredients.
In extrusion blow molding, the process begins with selecting a thermoplastic that can withstand repeated contact with food, resist impact, and meet regulatory expectations for safety and recyclability. Materials such as polyethylene and PET derivatives find common use, not only because of their processability but also due to their barrier characteristics, which help preserve content integrity during shelf life. The parison is extruded to an approximate length that corresponds to the mold cavity. The mold closes promptly, pinching the parison at the points where the final walls will be thinnest, and compressed air is introduced to inflate the tube until it assumes the mold’s contour. Cooling then locks the shape, and ejection follows. The economics of extrusion blow molding are anchored in the efficiency of cycle times and the ability to produce a broad spectrum of volumes with a single line. For large, low-to-moderate precision containers such as jugs, bulk-storage tubs, and practical kitchen canisters, extrusion blow molding remains a workhorse. Its capability to span from a few milliliters to hundreds of liters makes it especially attractive for household and industrial packaging alike.
However, the process is not without its trade-offs. Wall thickness uniformity can be sensitive to the parison diameter, mold design, and cooling rate. Inconsistent wall thickness translates into weak points or uneven performance under load, which can appear as cosmetic unevenness or functional variability. Designers and process engineers respond with a careful calibration of extruder temperature, parison shape, and mold cooling channels. The result is a container that is not only cost-efficient to produce at high volumes but also robust enough to endure handling, stacking, and consumer use. In the review of process optimization literature, practitioners frequently emphasize the role of precise control over parison height and wall distribution to minimize thinning in critical regions. While those studies often arise from injection molding, the underlying principle—minimizing variability through informed temperature and pressure management—maps directly onto blow molding challenges as well.
Injection stretch blow molding brings a different flavor to the table. The two-step path begins with the creation of a preform, typically via injection molding of PET. The preform captures the neck finish, threads, and initial wall geometry that will later define the final container’s sealing interface. After transfer to a blow molding station, the preform is reheated to a temperature that enables controlled stretching. An axial stretch force elongates the preform, while a radial stretch aligns the polymer chains to improve orientation. The blown shape is then cooled and finished. The key performance bonuses of ISBM are evident in premium packaging: exceptional clarity, reduced material weight for the same mechanical strength, and barrier properties that slow gas permeation and moisture ingress. These benefits align naturally with applications such as bottled beverages, transparent food tubs, and premium containers where display and product integrity drive consumer perception. The design freedom afforded by ISBM means that even extremely slender necks or intricate profiles can be realized with predictable quality. The cavity geometry, the stretch ratio, and the cooling regime work in concert to deliver a container whose aesthetics rival glass while preserving the practical advantages of plastic.
From a materials perspective, the choice between extrusion blow molding and ISBM is often informed by the intended use, regulatory considerations, and cost targets. PET dominates many ISBM configurations because of its clarity, stiffness, and established food-contact safety profile. When barrier performance is critical—such as in lightly carbonated beverages or ready-to-eat products that require extended shelf life—the orientation imparted by the stretching step helps to impede gas diffusion and moisture transfer. HDPE and certain PET derivatives find homes in extrusion blow molding, where their toughness, chemical resistance, and processing resilience support durable containers for bulk foods, oils, and other liquids. The interplay between material selection and process route shapes the final packaging’s performance envelope: optical quality, mechanical strength, and barrier properties must harmonize with cost-per-container, cycle times, and the equipment footprint.
Designing for blow molding also involves careful attention to the details that nodes of production often overlook in the early concept stage. The neck finish must accept seals and closures that meet the product’s requirements for tamper resistance and user convenience. The interior of the container should be smooth to facilitate easy cleaning and compliance with hygiene standards. In large-volume applications, the distribution of wall thickness across the body and the bottom becomes a critical determinant of performance during stacking and transport. The mold geometry, coupled with the cooling circuit, determines the final aspect of the container’s feel and resilience. Even the logo, patterning, or subtle textures on the outer surface must be planned in a way that does not compromise wall integrity or impart stress concentrations. These design considerations show how blow molding is not merely about creating a hollow shell but about achieving a judicious equilibrium of form and function.
The practical implications extend beyond the immediate product. Blow-molded containers can be engineered for seamless regional supply chains, where lightweight yet stiff integrations reduce energy consumption during transport and minimize packaging waste. The approach to surface finish can influence consumer perception and recycling compatibility, with smoother surfaces often easier to clean and recycle, while textured surfaces can contribute to grip and brand differentiation without adding material cost. In some contexts, designers leverage the inherent advantages of blow molding to minimize seams. The absence of joints in many blow-molded shells eliminates potential leakage pathways and simplifies hygiene management, an especially critical consideration for food-grade packaging that must withstand repeated use or long shelf life. The trade-off often lies in tooling complexity and upfront capital needs; ISBM lines, with their two-stage process and precision-oriented workflow, can demand substantial investment but deliver long-term payoffs in product quality and performance.
Specialized applications demonstrate blow molding’s reach beyond conventional tubs and bottles. Large-scale, resin-based intermediate bulk containers (IBCs) can be produced to accommodate up to a thousand liters of liquid foods, syrups, or concentrated ingredients. These systems require robust mold assemblies, durable plastics capable of withstanding chemical exposure, and reliable ventilation for cleaning and sanitation cycles. In the right setting, blow molding architectures can be tuned for quick changeovers, enabling manufacturers to pivot between product lines without a major retooling of the entire line. The hygienic and regulatory demands for food-contact materials shape not only the choice of polymer but also the surface treatment, interior coatings, and validation procedures that accompany any new design. The end result is a family of containers that provides both the practical capacity for storage and the assurance that contents remain safe and fresh over time.
Against this backdrop, the role of blow molding in the packaging ecosystem becomes clearer. It is the method that can deliver hollow forms with the structural integrity needed for heavy use while maintaining the lightness that reduces energy and material consumption during transport. It complements thermoforming, which excels in shallow, tray-like shapes with rapid cycling, and injection molding, which yields high-precision components such as lids and closures. Together, these methods form a continuum of capability, allowing manufacturers to tailor the manufacturing chain to the product’s performance requirements, market demand, and sustainability objectives. As consumer expectations shift toward lightweight, clear, and reliable packaging, blow molding remains a reliable backbone for food containers that must perform under varied conditions—from supermarket shelves to kitchen pantries and industrial kitchens.
For readers who want to see how the principles described here translate into real-world packaging systems, consider this practical entry point. For a practical glimpse into how blow-molded components translate into takeaway packaging systems, explore custom takeaway packaging supplies. The example illustrates how a single production line can support a diverse portfolio of containers—ranging from light-weight trays to sturdy, leak-resistant tubs—with the same fundamental blow-molding approach. The interdisciplinary nature of such systems becomes apparent when you consider how feeding strategies, mold design, and post-mold processing converge to deliver a package that meets regulatory demands, consumer expectations, and logistical realities.
The broader takeaway is that blow molding is not a standalone art. It is a core capability that underpins a flexible and resilient packaging supply chain. The method’s strength lies in its ability to produce hollow shapes efficiently, with the potential for high precision when paired with ISBM and the capacity for large-scale production when using extrusion blow molding. Whether the objective is maximum transparency for product visibility, optimized barrier properties to extend shelf life, or a durable design that survives the rigors of distribution, blow molding offers a spectrum of solutions. The choice between methods, materials, and tooling is guided by performance targets, regulatory requirements, and total cost of ownership across the product lifecycle. This strategic alignment is essential for manufacturers seeking to balance quality, speed, and sustainability in a market that constantly rewards packaging that protects food while minimizing waste and energy use.
External reading: for a broader industry overview of blow molding applications in food packaging and a deeper dive into machine configurations, process controls, and material considerations, see the external resource at https://www.plastictoday.com/plastic-blow-molding-applications-in-food-packaging/.
From Melt to Meal: The Integrated Craft of Plastic Food Container Manufacturing

The manufacture of plastic food containers reads like a mapped journey from raw resin to ready to eat meals. Three dominant methods stand at the heart of this journey: injection molding, thermoforming, and blow molding. Each method embodies a different balance of material behavior, part geometry, production volume, and cost, yet they share a common logic. The choice of process is not a single decision but a choreography that aligns material properties, container design, and the realities of the factory floor. In many facilities, the decision is influenced by the broader production ecosystem, including supply chains, mold design capabilities, and the potential to combine multiple operations under one roof. In the industry, such integration often occurs in specialized industrial clusters where raw materials, tooling, and packaging converge to shorten lead times and stabilize quality. In these environments, end to end production can cut lead times by significant margins, a testament to how manufacturing architectures shape product outcomes as much as the design itself.
Injection molding remains the workhorse for rigid, high precision containers that must withstand repeated use or rigorous handling. The process starts with a thermoplastic resin, typically polypropylene or similar materials, melted and forced under high pressure into a closed mold. The molten polymer fills the cavity and then cools, taking on the mold geometry with remarkable dimensional stability. Ejection follows once the part has solidified. The advantages of this approach are well documented: excellent dimensional accuracy, superb surface finish, and the ability to reproduce complex shapes and fine details with consistency. This makes injection molding especially suitable for components that require tight wall thickness control, such as container bodies, lids, and closures that must seal with reliability.
Yet even a process that is so exacting faces challenges. Volumetric shrinkage during cooling can alter wall thickness and critical dimensions, subtly shifting tolerances and potentially affecting seal integrity. In practice, industry teams respond with a mix of mold design optimization, process parameter tuning, and simulation tools. A foundational study in this space highlighted how Moldflow simulations and Taguchi experimental designs can optimize melt and mold temperatures to reduce shrinkage. The result was a measurable improvement in consistency, with shrinkage reductions approaching one percent in demanding applications. While this figure is context specific, it illustrates a broader point: that process analytics, when paired with robust mold design, can lift quality and reduce scrap in high volume runs. The main takeaway is not simply to push temperature targets higher or lower, but to view the cooling phase as a design parameter in its own right, one that can be tuned to harmonize part geometry with material behavior.
In many regions, the economics of injection molding are amplified by integrated production models. Within large industrial clusters, it is common to find facilities that combine resin compounding, mold design, part production, and even final packaging under a single organizational umbrella. In practice this means shorter lead times, tighter process control, and more rapid iteration cycles, all of which translate into more predictable supply for standardized products such as meal containers and compact storage boxes. The synergy comes from shared knowledge bases, uniform material handling, and centralized quality systems. When this integration is coupled with rapid mold turnover and robust process monitoring, a plant can achieve not only high throughput but also stable dimensional outcomes that matter for nested parts like seals and interlocking closures. The story of end to end production in such ecosystems is one of coherence and speed, where every stage informs the next and the result is a predictable product that performs as designed.
Thermoforming offers a contrasting, equally important set of strengths. In essence, it is a sheet forming technology that turns large, relatively flat sheets into shallow, lightweight containers. A plastic sheet—often a recycled feedstock in modern applications—is heated until pliable and then formed over a mold by vacuum or air pressure to create the container geometry. The separation between forming and trimming defines a workflow that can be highly efficient, especially when advanced versions of the equipment operate with overlapping cycles. Dual station thermoforming machines, for example, allow one station to form while the other cools, dramatically reducing downtime and boosting throughput. The advantages here are twofold. First, cycle times can be dramatically shorter than single station approaches, enabling high output with less energy per unit. Second, the process is well aligned with lightweight, disposable packaging needs, and it can accommodate a wide range of sheet materials, including recycled content. The energy footprint per unit tends to be lower in thermoforming, which is appealing for sustainability minded producers seeking to balance performance with environmental impact.
However, there are natural tradeoffs. The parts produced by thermoforming generally have thinner walls and less structural rigidity than injection molded pieces. This makes thermoformed containers well suited for dry or semi solid foods that do not require high heat resistance or heavy stacking loads. The geometry tends to favor shallow cups and trays, clamshells, and similar formats where depth is modest and surface finish matters more than rigidity. The lower wall strength also suggests constraints on liquids and very hot foods, where a thicker wall and higher modulus may be necessary to prevent deformation or leakage. The choice to thermoform is therefore a conscious compromise: it favors speed, simplicity, and recyclability, but it does so at the expense of some strength and containment versatility.
The adaptability of thermoforming to recycled feedstock is a notable development in recent years. In the push toward circularity, the ability to utilize post consumer or post industrial sheets without compromising quality has become a differentiator. The material science behind thermoformed products continues to evolve, balancing process temperatures, sheet thickness, and surface finishes to achieve predictable performance with sustainable inputs. For practitioners seeking breadth in container designs, thermoforming offers a compelling platform for rapid prototyping and small to medium batch production, where the overhead of tool development can be offset by the speed of the forming cycle and the flexibility to switch sheet formulations with relatively modest downtime.
Blow molding completes the triad in contexts where hollow geometries are essential. The core idea is to create a parison, a tube of molten polymer that is extruded and then enclosed within a mold where it is inflated with air to take the final shape. There are two principal pathways here: extrusion blow molding and injection blow molding. In extrusion blow molding, a continuous parison is extruded and then captured in a two or more piece mold where it is blown to form the container. The result is a seamless, hollow body that can have excellent clarity and strong barrier properties, which is particularly attractive for transparent containers and for liquids that require robust leakage resistance. In injection blow molding, the process begins with an injection molded preform, which is then transferred to a blow mold and inflated to its final shape. This route adds a preform stage but can yield tighter neck finishes and greater control over wall thickness variation in complex, hollow geometries. The advantages of blow molding lie in the structural integrity of the final part, its seamless exterior surface, and the inherent suitability for large volumes of liquid or semi solid products that benefit from strong barrier performance. The limitations are more pronounced tool and equipment costs, and in some cases slower cycle times for simpler shapes compared with optimized injection or thermoforming lines. The design of neck finishes and threads, essential for reliable closures, is a critical aspect of process planning in blow molding, where minor variations can significantly affect seal performance.
A central throughline across these processes is the imperative of material safety and regulatory compliance. Food grade polymers, most often polypropylene for containers and lids, are selected for their heat resistance, chemical stability, and BPA free status. Yet the conversation about safety has broadened in recent years to include concerns about microplastics and the potential for additive migration. Even as BPA free labels have become common practice, there is ongoing scrutiny of alternatives such as BPS and BPF and their physiological effects. These realities motivate designers and process engineers to look beyond mere compliance. They seek materials and designs that resist degradation under heat, acid, or prolonged use, while also enabling reliable migration testing and lifecycle assessment. In some sectors, researchers and manufacturers are exploring safer materials such as food grade silicone for certain applications where heat resistance and inertness are paramount. The choice of material thus becomes a conversation among performance, safety, and sustainability, one that shapes how the container behaves from freezer to microwave, and how it is perceived by consumers at the point of purchase.
The decision to deploy injection molding, thermoforming, or blow molding is rarely about a single parameter such as thickness or cycle time. It is about understanding how a container will be used, what volume is required, and what the cost envelope looks like over the product life cycle. Injection molding excels where precision and durability are the priorities, and when the design requires integrated features such as tightly controlled wall thickness and complex closures. Thermoforming shines when cycles must be blistering fast and when the design can leverage recyclable or recycled sheet stock with modest depth and strength requirements. Blow molding is the natural choice for large hollow containers with clear barrier properties, where a dedicated preform or a robust neck finish supports efficient filling and reliable sealing. In practice, manufacturers often blend these capabilities within a single facility to serve varied product lines, each with its own performance story.
A final, forward looking thread concerns sustainability and the evolution of manufacturing practices. The industrial push toward using recycled or recycled content feedstocks in conjunction with energy efficient equipment and optimized process controls is reshaping cost structures and environmental footprints. The intersection of design, materials science, and process engineering is increasingly important as brands seek to balance performance with responsibility. In this broader view, the choice of process becomes a tool for design for manufacturing and a lever for sustainability. As the industry continues to mature, the capacity to measure and optimize, in real time, across injection molding, thermoforming, and blow molding will become a distinguishing feature of best in class operations. The story of plastic food container manufacture is thus not only one of machines and molds but of systems thinking, where material behavior, process dynamics, and environmental considerations converge to deliver containers that keep food safe, maintain quality, and align with evolving expectations of circularity.
For a detailed technical overview of thermoforming machinery and how it influences process choices in this sector, see the thermoforming machine overview. This resource offers insights into equipment design, cycle timing, and material compatibility that complement the broader discussion of process selection here. Plastic Food Container Thermoforming Machine overview.
The overall takeaway remains consistent across processes. The optimal manufacturing path for a given container is a function of geometry, function, and production scale, balanced against energy use, material safety, and total lifecycle impact. Injection molding favors precision and durability for rigid containers with complex features. Thermoforming favors speed and recyclability for lightweight disposables and trays. Blow molding favors seamless hollow forms with strong barrier properties for larger containers and liquids. In all cases, the ability to simulate, monitor, and refine the process—and to integrate resin supply, mold design, and final packaging under a single strategic framework—can dramatically improve lead times, quality, and sustainability. As consumer expectations evolve and regulatory scrutiny tightens, the capability to design the manufacturing pathway as deliberately as the product itself will determine which processes endure and which adaptations become standard practice. In the end, the melt becomes the meal, and the packaging becomes a quiet partner in the everyday act of feeding the world.
External reference for process optimization and shrinkage control: https://doi.org/10.21776/UB.JEMIS/2020.008.02.3
Final thoughts
Understanding the manufacturing processes behind plastic food containers is essential for any business in the food industry. From injection molding’s precision and complexity to thermoforming’s efficiency and blow molding’s hollow designs, each process serves unique needs tailored to specific applications. By grasping these methods, you can make informed decisions that enhance your service quality and operational efficiency, subsequently elevating your brand’s image in an increasingly competitive market. Adopting the right packaging solutions can ultimately lead to greater sustainability and customer satisfaction.